
FLUX CAPACITOR
Continuiamo i test con flux capacitor, il flusso a 6 colori di IMMAGINA e CREA. Questa volta ho scelto un oggetto semplice per capire meglio le eventuali irregolarità e problemi.
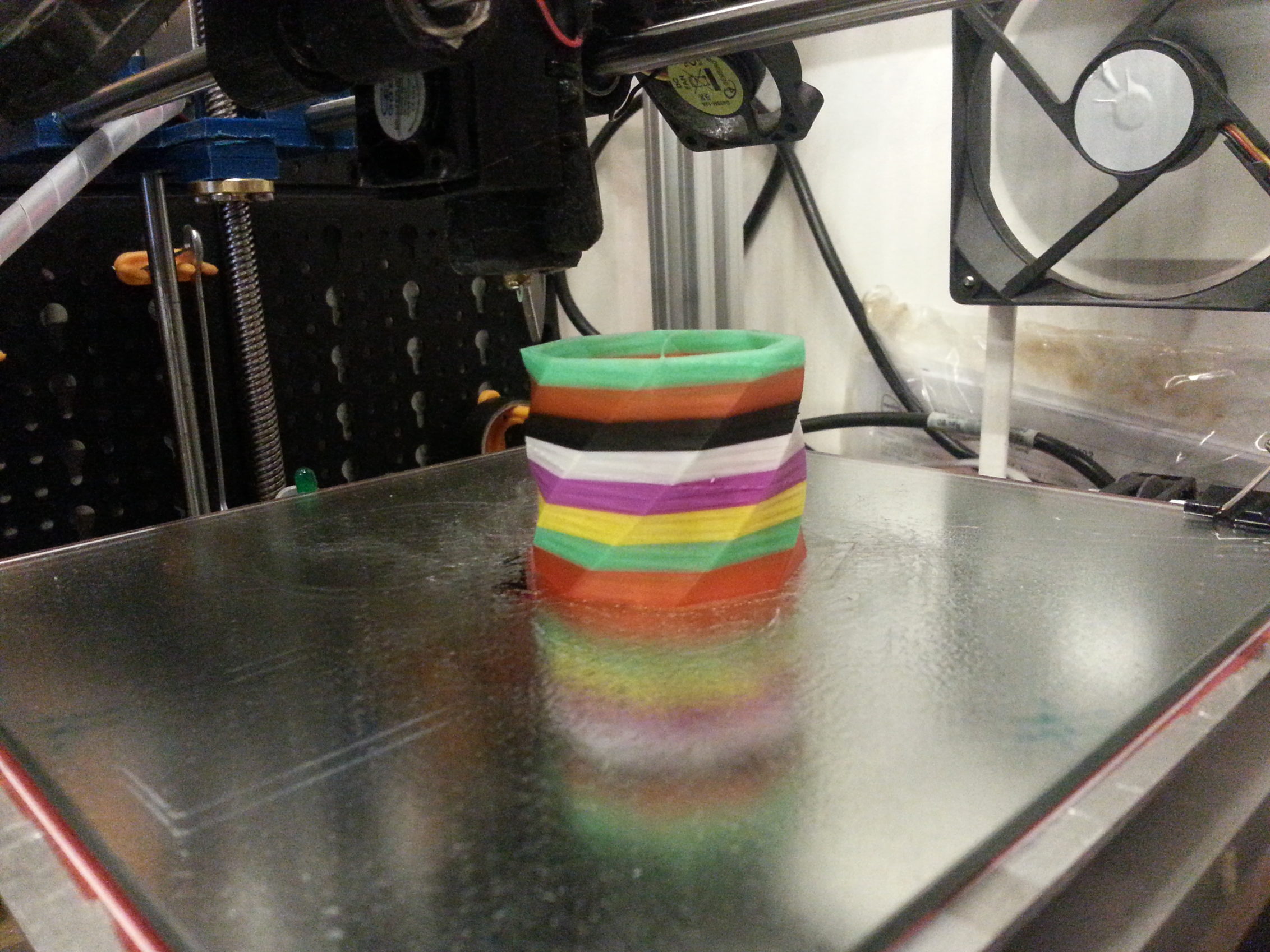
Per stampare il vaso ad otto sezioni con il flux capacitor ho usato un altezza di 0,25mm per layer, ho ridotto del 60% su Z le dimensioni dell’altezza e per motivi strettamente legati al tempo di stampa ho usato un infill ridotto al 10%, avendo solo un ora a disposizione per controllare che tutto il processo di stampa funzionasse in maniera ottimale.
Continua la lettura di flux capacitor




