
ritrazione, cosa è, a cosa serve e come si regola.
La ritrazione è la conseguenza di una serie di accorgimenti che possiamo adottare per evitare il fenomeno dello “stringing” ovvero….una ragnatela che si forma soprattutto in caso di piccole stampe con parti a sbalzo vicine tra loro. Questo problema rovina l’aspetto estetico delle nostre stampe e produce una quantità impressionante di piccolissimi filamenti che possono anche staccarsi naturalmente dal pezzo per poi cadere nella nostra stampante 3d rischiando di finire su parti meccaniche e/o elettroniche creando i relativi problemi del caso.
Perchè si creano questi piccoli “peletti”?
Supponiamo di dover stampare su una base due piccoli cilindri pieni a poca distanza l’uno dall’altro. Il nostro hotend, dopo aver stampato la base inizierà a creare layer per layer i due cilindri, passando quindi da una fase di estrusione di materiale ad una di non estrusione e di nuovo ad una di estrusione. Tutto in un tempo relativamente breve.
Immaginando il lavoro che deve fare l’estrusore possiamo provare a pensare che deve spingere il filamento nella quantità giusta per creare il layer, fermarsi, attendere di essere spostato in posizione per effettuare lo stesso lavoro per l’altro cilindro.Ecco, proprio tra le due fasi di creazione dei layer, anche semplicemente per gravità un pò di filamento fuso tende ad uscire dal nozzle e quindi a creare questa fastidiosa “peluria”.
Vediamo cos’è la ritrazione
La ritrazione consiste nel ritrarre una piccola porzione di filamento per compensare la fuoriuscita del filamento stesso fuso. Ci sono pochi ma essenziali parametri da regolare per far si che la ritrazione abbia l’effetto desiderato e non sono difficili da regolare, si deve però pensare anche agli effetti indesiderati che si rischiano di creare abilitando la ritrazione nel nostro slicer.
Immaginate che per alcuni tipi di stampe se le operazioni di ritrazioni sono tante e tutte avvicinate il lavoro del motore dell’estrusore farà fare avanti e indietro al filamento moltissime volte e quindi il pignone godronato rischierà di abradere il filamento lavorando molto spesso sullo stesso punto e più ampio sarà lo spostamento del filo, più volte la godronatura del pignone “raschierà” il filo sullo stesso tratto, inoltre spostando troppo in alto il filamento si rischia di farlo finire in una zona dell’hotend dove la temperatura è più bassa.
Questa variazione termica può far aumentare il volume del filo facendolo bloccare all’interno dell’hotend. Altro fattore importante è la velocità con cui viene spostato il filo ed è dipendente dal nostro estrusore. Ovviamente estrusori diretti o bowden hanno comportamenti diversi e quindi regolazioni diverse.
Anche la temperatura di fusione ha il suo ruolo nella ritrazione ed è facilmente comprensibile, una temperatura alta facilita la formazione dei peletti ed una bassa rischia di produrre una cattiva estrusione se non il blocco del filo direttamente nel nozzle.
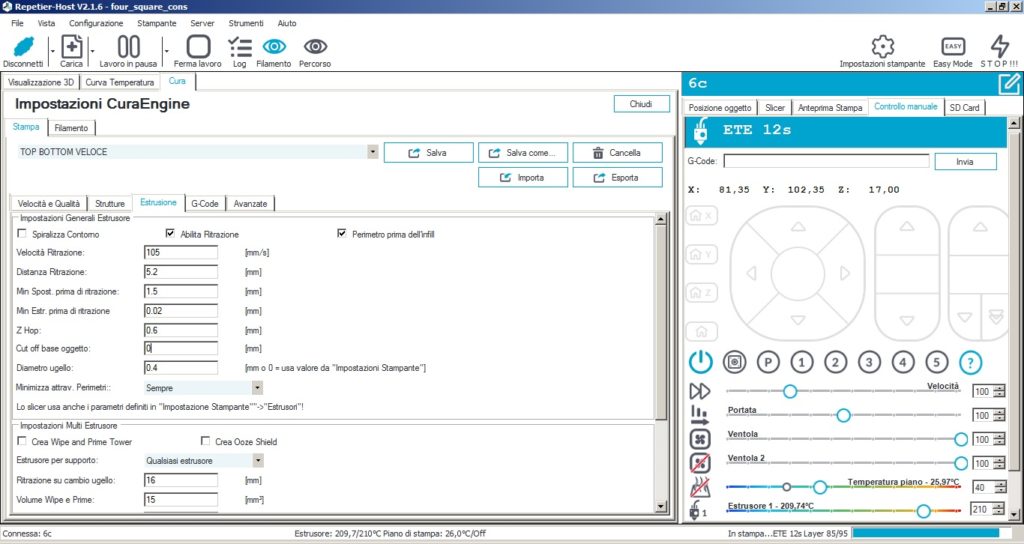
Cosa succede modificando questi parametri su repetier host ? Scopriamolo utilizzando un file reperibile qui su thingiverse creato apposta per lo scopo.
iniziamo il test
Nel mio caso utilizzo un estrusore indiretto (bowden) con lunghezza del tubo di circa 70 centimetri e avevo dei parametri impostati sul cura engine già definiti per il tipo di stampe che effettuo di solito e cioè una velocità di 105 mm/s, una distanza di ritrazione di 5,2 mm e 210° gradi come temperatura di fusione.
Ho usato un PLA a dire il vero un pò vecchiotto e misurando con un calibro il diametro, questo passava da 1,75mm a 1,87mm quindi un filamento non proprio ottimale per una buona stampa.
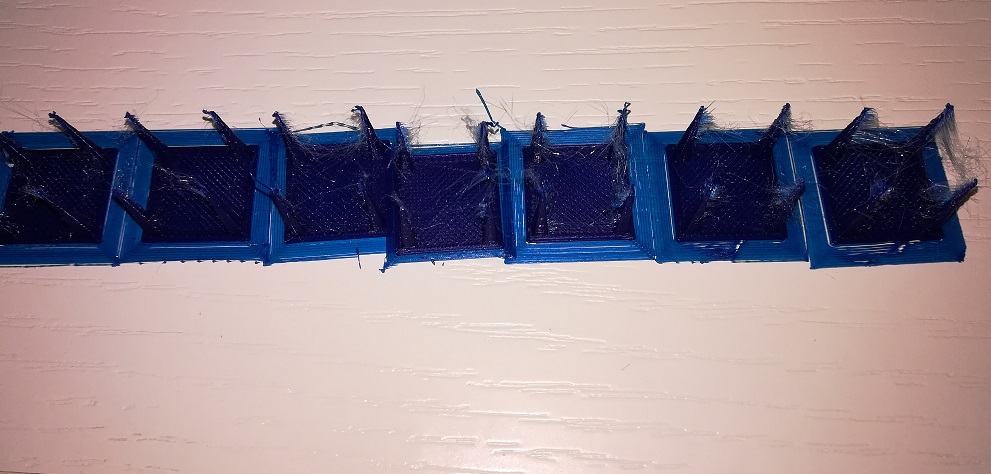
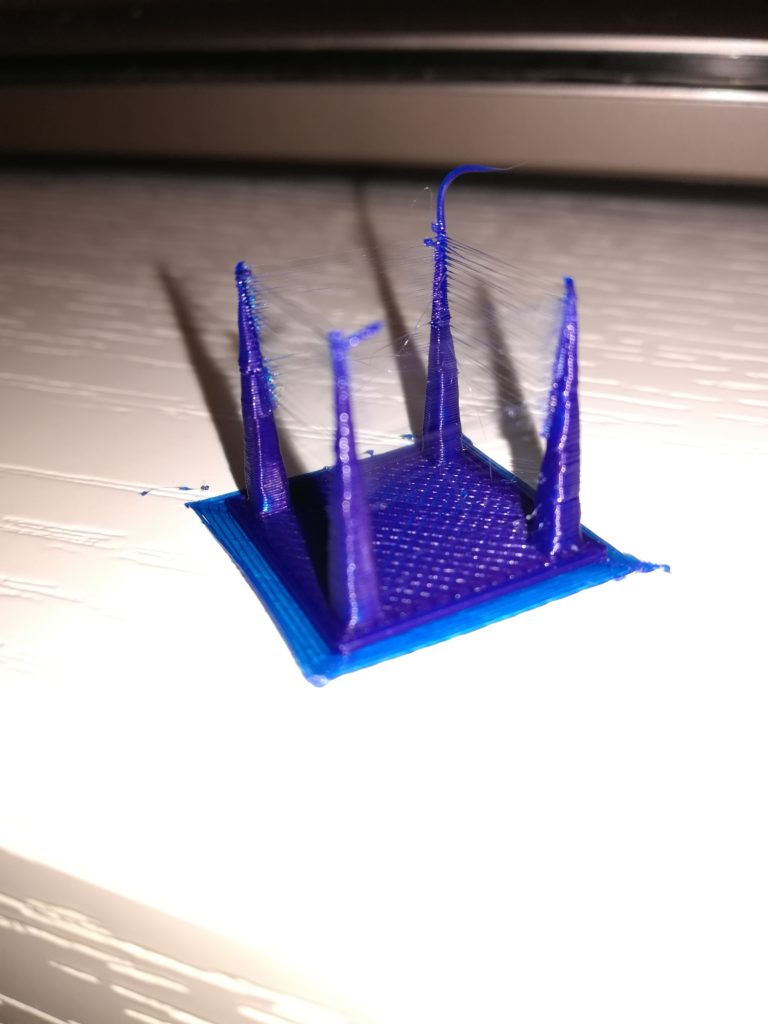
stampando con questi valori ho ottenuto questo risultato
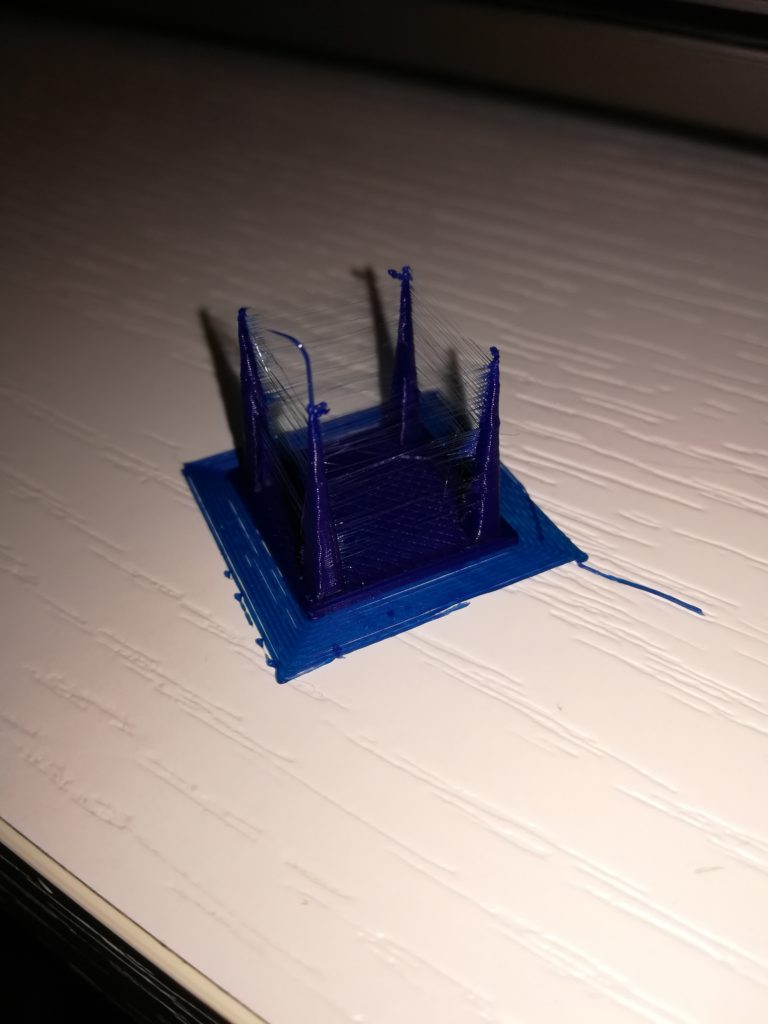
Come si può vedere dall’immagine la ragnatela o peluria è decisamente abbondante e la finitura della stampa ne risulta pessima. E’ evidente l’effetto della colata per gravita sulle punte dei quattro coni. Per il secondo test ho volutamente cambiato solo la distanza di ritrazione portandola a 6mm.
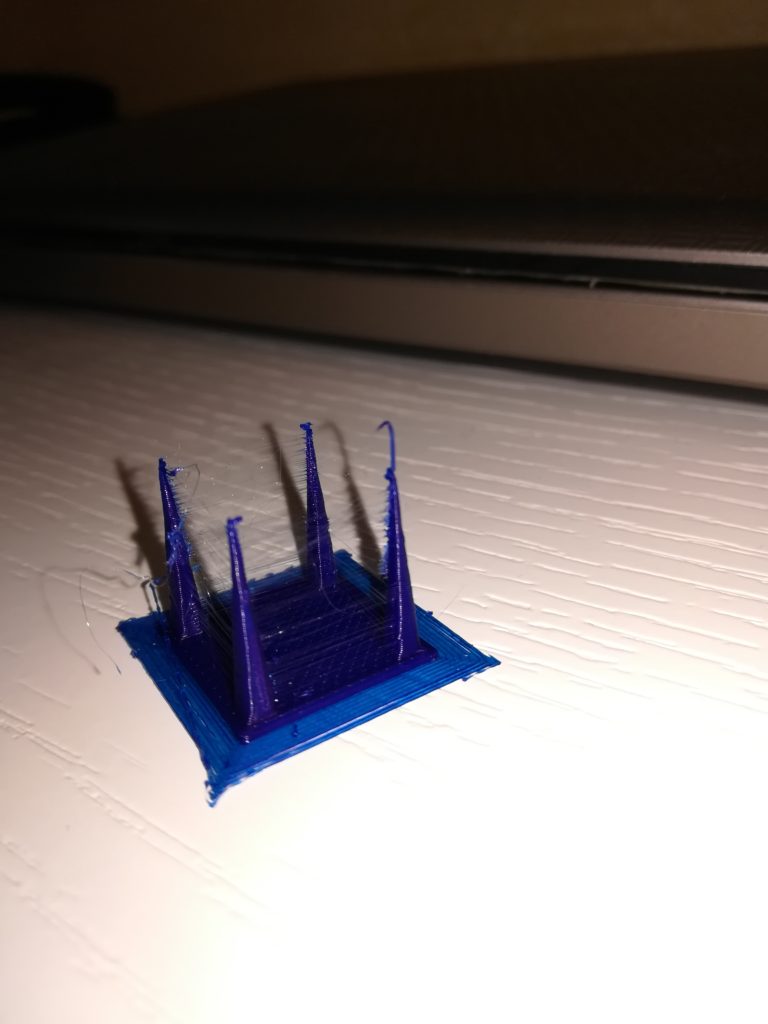
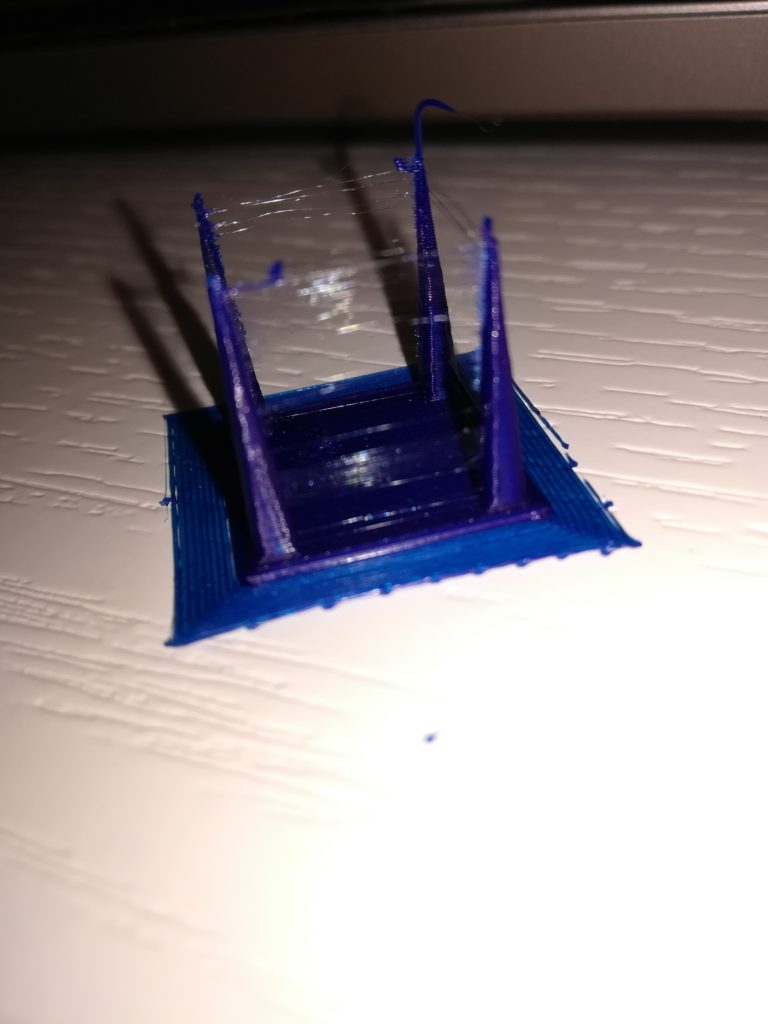
Forse l’immagine lo maschera un pò ma un leggerissimo miglioramento c’è stato. La ragnatela è meno fitta ma imperfezioni sulle punte dei coni permangono evidenti. Ho deciso quindi di abbassare la temperatura di estrusione da 210° a 208° e aumentare la velocità di ritrazione da 105 a 110mm/s.
anche qui il miglioramento è stato minimo, la punta dei coni subisce sempre l’effetto colata, soprattutto l’ultima in ordine di stampa e la ragnatela, anche se in misura minore, persiste.
Per la stampa successiva ho deciso di cambiare altri parametri che non fanno parte di quelli propri della ritrazione. Ho abbassato l’infill, cioè il riempimento dell’oggetto, dal 25% al 20%, riportato la temperatura a 210° e ho ulteriormente e abbassato la portata dal 90% all’85% per via delle condizioni non ottimali del filamento.
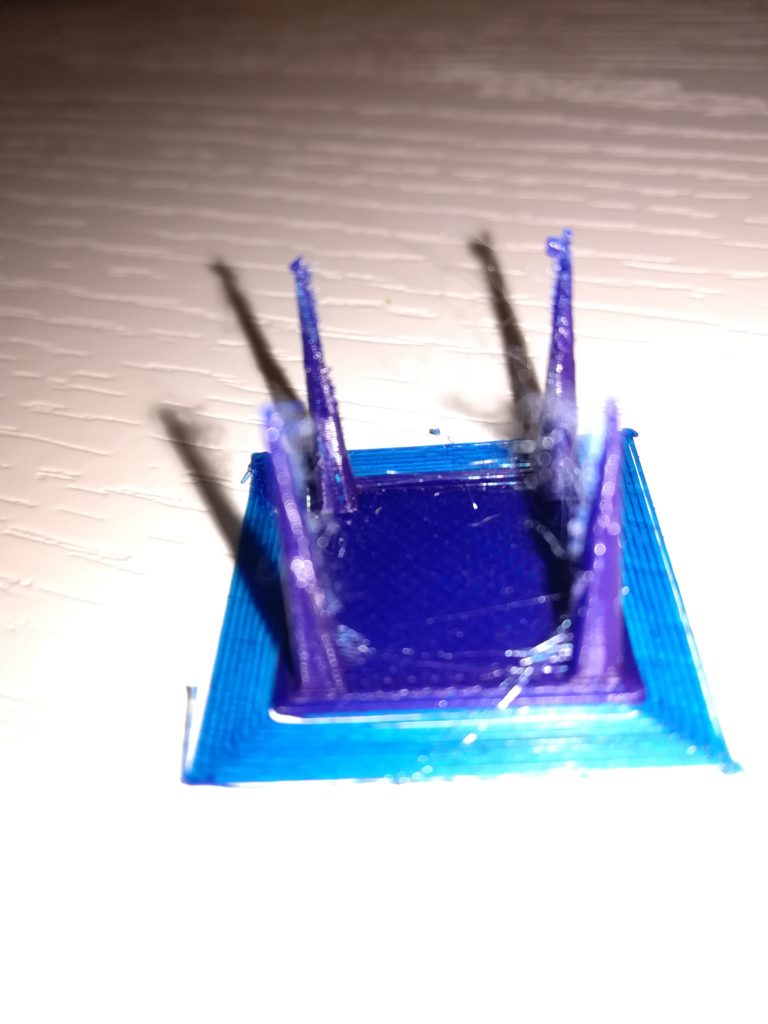
Qui, anche se il fuoco della foto è sui coni più in fondo, l’effetto delle variazioni si è sentito di più. La colata per gravità sull’ultimo cono è sparita, la ragnatela è diminuita drasticamente e in generale ne è uscita una stampa più pulita anche se non certo buona. Ho deciso di effettuare altre prove lasciando invariati gli ultimi parametri modificati, quelli non propri della ritrazione e ne ho tratto alcune conclusioni.
quindi?
Eliminare del tutto le ragnatele è possibile ma richiede un tuning molto specifico per la propria stampante, in particolare estrusore ed hotend, ma in particolare per il filamento utilizzato. Anche se prodotti dalla stessa casa, filamenti semplicemente di colore diverso hanno la loro resa migliore stampati a temperature diverse anche se di pochi gradi.
Se l’utilizzo delle nostre stampanti è volto a fare oggetti più o meno di forme regolari e non proprio piccolissimi, trovare dei valori standard soddisfacenti non sarà difficile, ma se le stampe che normalmente effettuiamo si avvicinano molto al file usato per il test, il mio consiglio non è solo quello di trovare dei parametri ottimali, ma anche quello di usare sempre lo stesso filamento, tipo, marca e colore altrimenti di crearsi dei profili propri per ogni tipo che utilizziamo.
Dipende tutto dal risultato che vogliamo ottenere e da quanto tempo siamo disposti ad investire per farlo.
Una base sui parametri su cui giocare ora l’abbiamo e …. buone stampe a tutti…anche se con un pò di peletti….
se vuoi saperne di più o se hai bisogno di aiuto o semplicemente vuoi essere aggiornato scrivici a info@3deasy.it o iscriviti alla newsletter