
Hotend, how it’s done and how it works
The hotend is one of the most important components of FDM 3D printers as it deals with the fusion and subsequent deposition of the layers of our piece to be printed. Even if, trivializing, it could be said that its task is “only” to dissolve the filament, reality teaches us that to perform this simple step well, a hotend must have not indifferent qualitative characteristics of components and assembly to guarantee a smooth running smoothly. The parts that make up a hotend are not many and I will group them into 3 sections which we will then analyze individually.

Let’s get to know the importance of the 3 areas better, starting from the entry for the filament with pneumatic connection. It is certainly the least critical part of the hotend, it only has to ensure the entry of the filament into the actual body of the hotend. The pneumatic connection houses the PTFE tube where the filament flows. The pneumatic connection is screwed to the hotend body and ensures the absence of play in the case of an indirect bowden extruder
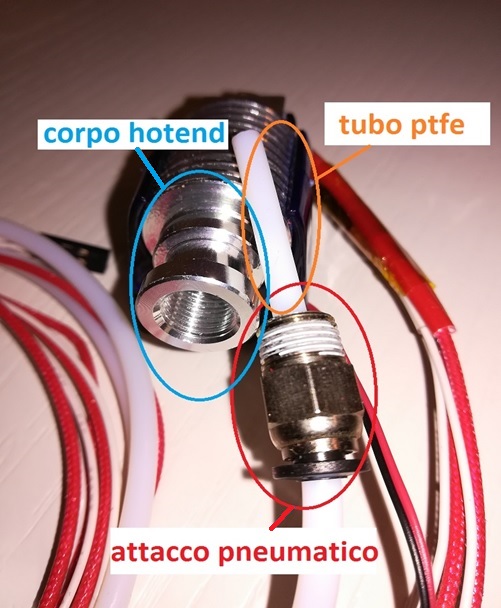
The extra part of PTFE tube that comes out of the pneumatic connection (actually enters the hotend body) helps to get the filament into the “hot” area of the hotend as smoothly as possible. PTFE is used because it is a polymer that guarantees excellent heat resistance, even high, no hygroscopicity and a very low coefficient of friction. In other words, it does not undergo deformation when exposed to high temperatures, therefore no variation in size, and ensures excellent sliding of the filament in the part of the hotend immediately above what is defined as the melt zone, that is the block where the real fusion of the material used for printing. To help the ptfe there is a heat sink to which a fan is often added to help keep this second part of the hotend cold, again to allow a good smoothness of the filament. This second area of the hotend is decisive for its proper functioning and let’s see why. In the melt zone during the printing phase, we will have temperatures that, depending on the material used, will range from 195 ° to over 250 ° and inevitably we will have heat rising along the body of the hotend. An excessive temperature in the central part could cause our filament to increase in volume until it limits its correct sliding or even to block it, which is why this area, also called cold zone, has a decisive impact on the work of our hotend. The third part of the hotend, the block where the material is melted, performs a relatively simple activity but that must be done well: it melts the filament and deposits it to create our printed object. What influences the quality of the work of this section called melt zone? There are three simple but decisive characteristics performed by as many components: The heating resistance, the nozzle and last but not least the thermistor.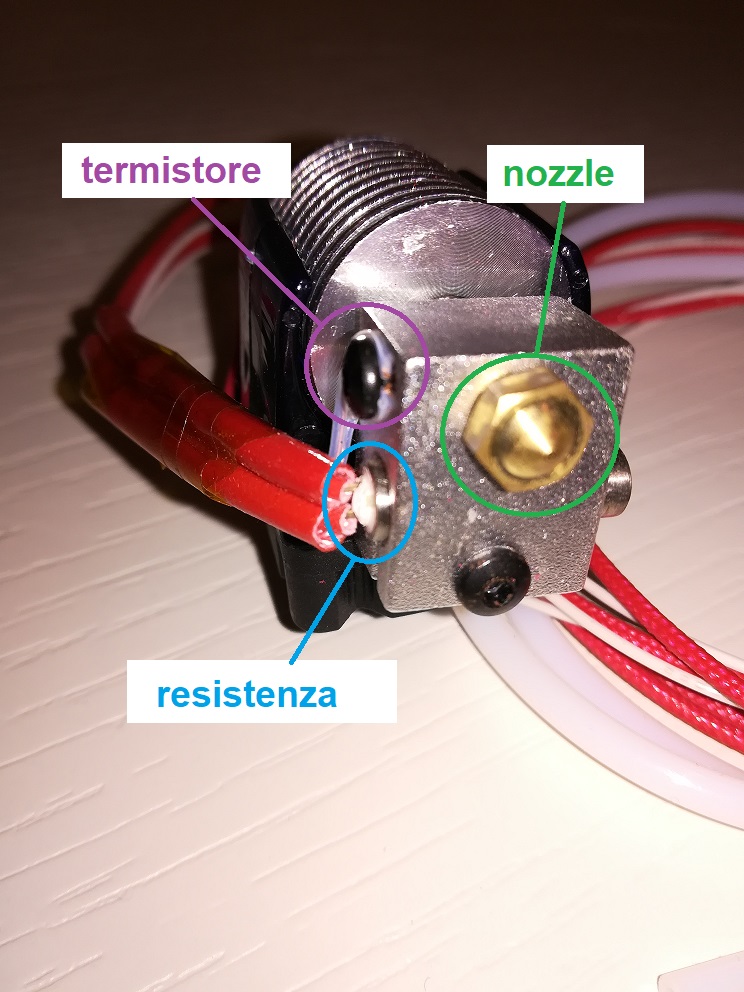
Let’s see why. Once the correct melting temperature of our material has been found, it will be very important that it remains constant, it does not undergo oscillations even of a very few degrees. The quality of the resistance or heating cartridge will be essential so that the filament can be extruded as homogeneously as possible. The thermistor is not “just” a temperature probe: its readings and the times with which it reacts to changes are the information that allows our controller to manage the resistance and consequently the operation we were talking about before. The nozzle is a bit like a painter’s brush. The more precise its stroke, the better the painting will come, in our case the printing of our object. They are generally made of brass but also exist in steel and are found with the diameter of the exit hole from 0.2 mm up to 1 mm and more. Obviously, the larger the diameter, the lower the quality in terms of precision – even simply aesthetic – of our print. There is actually a fourth zone in the hotends and it is the one that joins the body with the fusion block.

Generally not visible from the outside, it joins the hotend body with the melt zone and can also be the support for the nozzle. The sliding I was talking about about the second zone is actually dependent on this part called heat break. It is in fact inside that we still find the PTFE to facilitate the sliding of the filament.
if you want to know more, if you need help write to info@3deasy.it